
Какая должна быть правильная пайка трассы?
В этой статье мы расскажем технологию пайки фреоновой трассы для климатической системы.
При прокладке трассы кондиционера или сплит системы используется два типа медной трубы:
1. Медная труба из отожженной меди

2.Медная труба из неотожженной меди

Основное отличие этих труб в жесткости и сопротивлении изгибу.
Труба из отожженной меди поставляется в бухтах по 10м и легко гнется. Данный тип трубы применяется при монтаже небольших трасс сплит систем или при монтаже трасс со сложной геометрией.
Труба из неотожженной меди поставляется в прямых отрезках по 6м. Такие трубы практические не гнутся. Малейший изгиб может привести к необратимой деформации или к излому трубы. Неотожженные трубы применяются при монтаже протяженных трасс.
Для поворотов и изгибов трасс из неотожженной меди используются стандартные отводы, тройники, разветвители.
Итак, самое важное правило пайки: Пайку медный трасс следует производить в азотной среде!!!
Ниже представлены два среза труб после пайки

Срез места пайки. Пайки выполнялась в азотной среде.

Срез места пайки. Пайки выполнялась в воздушной среде.
Как видно на фото, внутренняя поверхность трубы пайка которой выполнялась в воздушной среде, имеет черные вкрапления. Данные недостатки ведут к засорению трассы со временем.
Наличие азота в трубе позволяет получить ровную, чистую поверхность, без посторонних вкраплений.
Подготовка трубы.
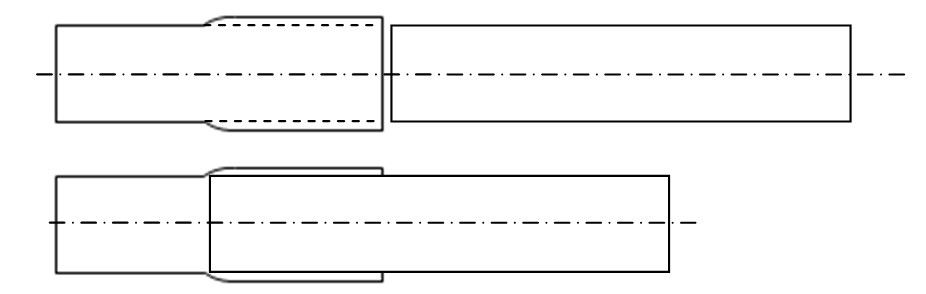
Для того чтобы произвести пайки медных труб необходимо расширить один из концов трубки таким образом, чтобы не расширенная трубка свободно вошла в расширенный край. Такое действие называется экспандированием или расширением.
Для данной операции применяются специальные приспособления – экспандеры, иногда их называют просто расширителями. Они бывают двух видов: цельные и сегментные.

Для расширения необходимо снять заусенцы с края отрезанной трубки с помощью риммера. И пользуясь экспандером расширить конец трубки на указанную на расширителе глубину.
ВАЖНО!!! Расширяемый край неотожженной трубы перед началом пайки необходимо отжечь!
Отжиг медной трубы осуществляется нагреванием меди до температуры 700-800 градусов и постепенном остывании.
Выбор припоя.
Для пайки холодильного контура сплит системы применяется медно-фосфорный припой с содержанием серебра. Данный припой удобен тем. Что имеет добавление фосфора и использовать флюс нет необходимости, кроме того наличие фосфора резко снижает температуру плавления меди до 700-750С.
Для отожженной трубы достаточно 2% содержания серебра, для неотожженной – 5% серебра.
Тут следует отметить, что чем выше содержание серебра в припое, тем менее припой эластичен.
Горелка и газ для пайки.
Поскольку припой имеет температура плавления около 800С, то необходимо подбирать газ и горелку под данные температурные параметры. Наиболее подходящим считается MAPP-газ в сочетании со специальной горелкой он обеспечивает температуру около 2500-3000С.
Для работы в труднодоступных местах, а также при опасности повредить(поджечь) окружающие предметы или коммуникации рекомендуем покупать горелки с отражателем. Они обеспечивают защиту от пламени, а также осуществляют равномерный прогрев всей поверхности места пайки без вращения пламени.

Процесс пайки
Сам процесс пайки основан на капиллярном эффекте. Капиллярный эффект ярко выражен в тонких трубках (капиллярах) и щелях, где силы поверхностного натяжения настолько велики, что способны преодолеть силу тяжести. А это значит, что шов пайки получится полностью заполненный припоем, независимо от его расположения в пространстве.
Итак, вставив в расширенный край вторую трубу до упора и подключив баллон с азотом, пускаем по трубопроводу газ (азот).
Приступаем к разогреву места пайки. Залогом успешной пайки является достаточный разогрев места пайки. Оптимальной считается температура 800-850С.
ВАЖНО!!! Крайне необходимо осуществить нагрев места пайки до необходимой температуры. Противном случае, припой не заполнит пустоты шва и будет капать с места пайки.

Когда место пайки достаточно разогрелось, то подносим к нему припой. Чуть прижав припой к месту пайки и увидев, что он заполнил шов (обычно это доли секунды), убираем припой.
Проверяем полноту заполнения шва.
Пайка готова.
Возможно Вас так же заинтересует установка кондиционера и монтаж вентиляции
